随着环境保护的日益严格,铜冶金工业面临着严峻挑战,如今铜冶金方法主要有火法和湿法两种,其中火法占主要地位,内衬以碱性耐火砖为主。
火法冶金种类较多,目前国际上存在的主要火法炼铜设备有闪速炉、反射炉、鼓风炉、诺兰达炉、艾萨炉(奥斯麦特炉)、瓦纽可夫炉、三菱炉、特尼恩特炉、电炉、白银炉等十几种冶炼设备。大部分工艺存在能力低、成本高、能耗大、污染严重等问题,严重制约着铜冶金工业的发展。
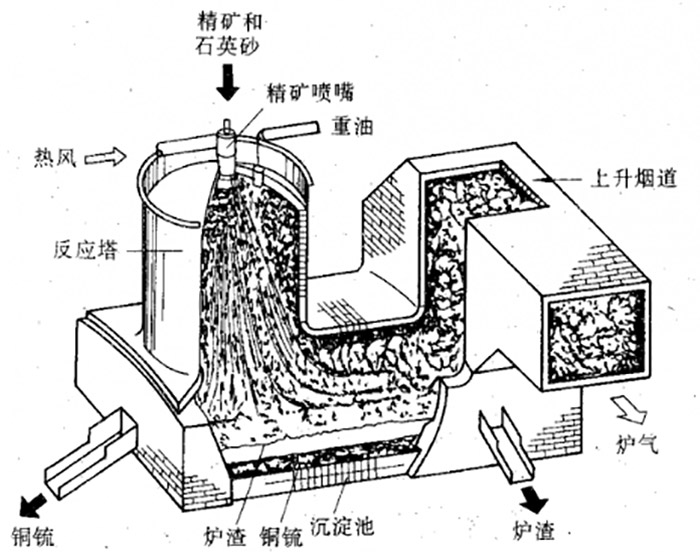
图注:奥托昆普闪速熔炼炉
闪速熔炼自1949年芬兰奥托昆普问世以来,经过不断改进、完善和发展,逐步取代了反射炉和鼓风炉的地位。今天它已成为当今铜冶金所采用具有竞争力的熔炼技术,被普遍认为是标准的清洁炼铜工艺。
目前,全球粗铜产量的50%以上是采用这项技术生产的。由于闪速熔炼工艺成熟,自动化程度高,生产能力大,能源消耗低,环境保护好,目前世界上大部分新建或改扩建的铜冶炼企业均采用闪速熔炼工艺。
闪速炉的结构
奥托昆普闪速熔炼是采用富氧空气或723~1273K的热风作为氧化气体。在反应塔顶部设置了下喷型精矿喷嘴。干燥的精矿和熔剂与富氧空气或热风高速喷入反应塔内,在塔内呈悬浮状态。物料在向下运动过程中,与气流中的氧发生氧化反应,放出大量的热,使反应塔中的温度维持在1673K以上。在高温下物料迅速反应(2~3s),产生的熔体沉降到沉淀池内,完成造冰铜和造渣反应,并进行澄清分离。
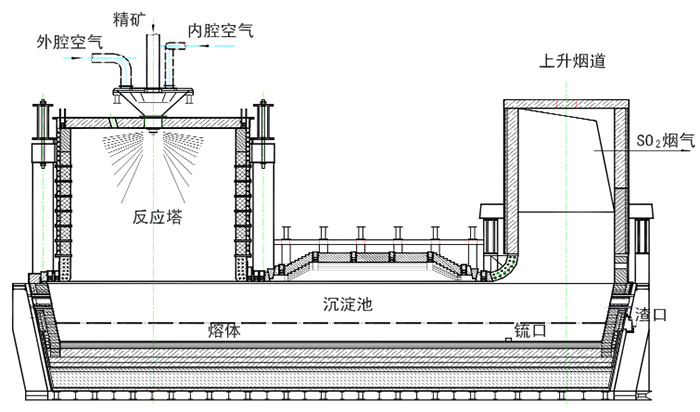
图注:奥托昆普闪速熔炼炉
奥托昆普闪速熔炼炉用耐火材料
奥托昆普闪速熔炼炉由反应塔、沉淀池和上升烟道组成。塔内的操作温度为1400~1500℃。其工作承受高温、化学侵蚀和炉料冲刷等作用,较易损毁,一般均用碱性耐火砖砌筑。
塔顶为悬挂式,用烧成镁铬质吊挂砖砌筑,厚度约为400mm。喷料嘴和烧嘴周围部位的衬体可用Cr?O?含量为20%的镁铬质耐火捣打料整体捣制。先在炉壳上安装带翅片的冷却水管。铺砌20mm厚的绝热板或耐火纤维毡,然后捣打镁铬质耐火捣打料层。后再用熔铸镁铬砖砌筑工作层。靠近塔顶1m的塔壁工作层允许用烧成镁铬砖砌筑;沉淀池顶用的材料和结构与塔顶相同。
池墙渣线区安装水冷铜套以保护衬体,并全部用熔铸镁铬砖砌筑,其余池墙则用烧成镁铬砖砌筑。沉淀池反拱炉底总厚度约为1800mm,先靠炉壳铺20mm厚的石棉板或绝热板,立砌3层粘土质隔热砖和1层粘土砖,然后捣打约为100mm厚的镁铬质耐火捣打料层,再用烧成镁铬质耐火砖砌筑工作层;上升烟道在沉淀池的另一侧,由侧墙、斜端墙、斜顶和平顶组成。主要用普通烧成镁铬砖砌筑。
斜端墙下部的衬体容易蚀损,需埋设水冷铜套咀提高寿命;沉淀池拱顶与反应塔和上升烟道接茬处的衬体。采用钢梁承重并安设带翅片的水冷铜套,用镁铬质耐火浇注料整体浇灌工作层,其使用寿命比砖砌的有较大提高。
在正常操作的条件下,闪速熔炼炉耐火砖衬体的使用寿命一般为3~10a,其间需进行1~3次中、小修。






 扫一扫 微信二维码
扫一扫 微信二维码





